RPI UK, a specialist developer and manufacturer of precision positioning devices for high-accuracy rotary and angular inspection systems, has supplied five integrated measurement assembly platforms (iMAPs) to Rolls-Royce and its approved MRO facilities.

iMAP, which is said to reduce inspection times by 90% and improve gauge repeatability and reproducibility by up to 10 times, will be used by Rolls-Royce to measure and assemble engine turbine rotors at its sites in Derby and Germany.
Atlanta-based Delta Airlines, which carries out MRO of the Rolls-Royce Trent engine, has also purchased an RPI iMAP machine – the first one sold to a Rolls-Royce approved MRO facility.
Jim Palmer, RPI’s sales manager, says: “We’ve been working with Rolls-Royce for over 30 years so its great news that both Rolls-Royce, and their approved MRO facilities, are choosing to invest in iMAP, which has been independently verified to give significant operational improvements over traditional measurement methods.”
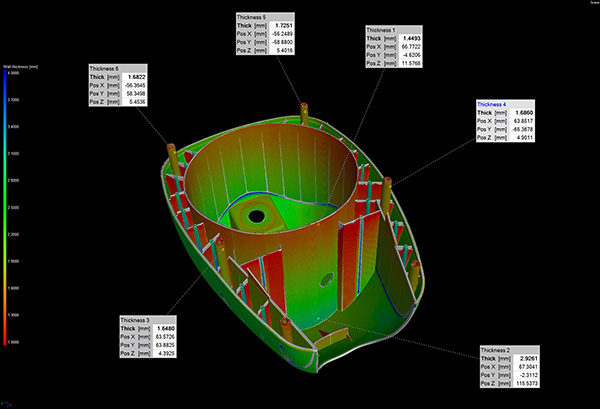
iMAP’s data acquisition software AccuScan enables manufacturers to measure up to 4000 data points on up to eight surfaces simultaneously (per revolution), thereby significantly reducing process times compared with other available methods. This significantly improved inspection data is then used by IntelliStack, iMAP’s rotor stacking program, to solve the mathematical problem of how to best assemble a multi-stage rotor assembly and achieve minimum runout or unbalance of the finished rotor.
Combining a motorised
high-precision air bearing rotary axis, rigid column unit, anti-vibration granite base and AccuScan multi-channel circular geometry inspection software, IMAP is intended to deliver productivity improvements in turbine rotor assembly.
For further information www.rpiuk.com