LMT Tools says its new EASYTap “combines outstanding performance, maximum flexibility, and highest efficiency in one product range, enabling powerful thread machining in a wide range of materials”.
EASYTap was developed with the key challenges in thread production in mind, offering characteristics for chip removal, long tool life, a wide range of applications, process reliability, and a reduction in time and costs in production.
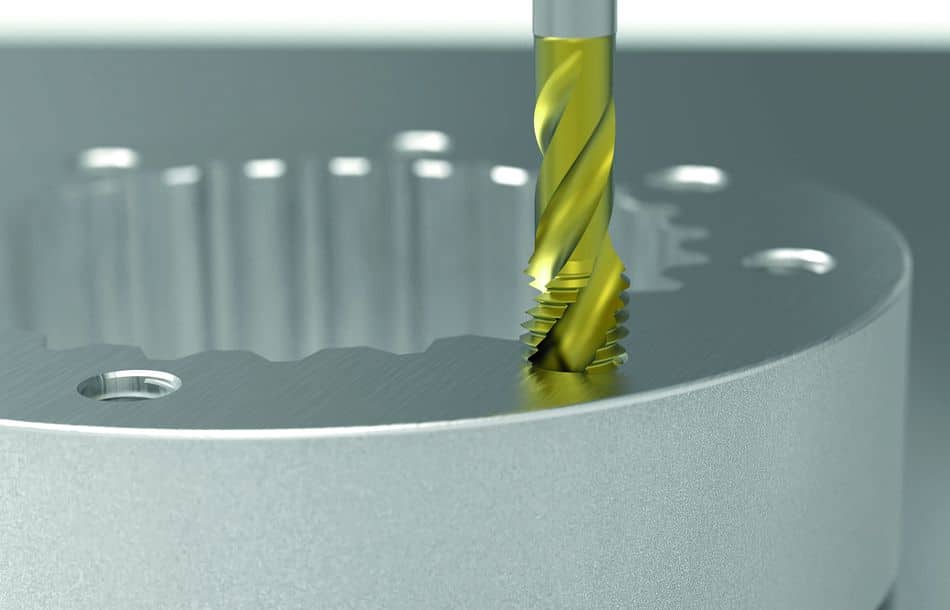
Manufactured from HSS-E material and finished with a TiN coating, LMT Tools says EASYTap guarantees maximum precision and durability. A newly developed lead geometry, optimised flutes and a helix angle of 45° ensure stable and efficient chip formation without chip wrap. The uniform and low torque has a positive effect on tool life.
The EASYTap produces threads containing gauges up to 3xD and covers a wide range of applications. It is suitable for blind holes and through holes, can be used in almost all materials – be it steel, stainless steel, cast iron or aluminium – and enables the production of all common thread types such as metric standard and fine threads, UNC, UNF, NPT (blind hole), G and EG-M.
As standard, the range covers diameters from 1 to 30 mm. Larger diameters or other lengths are available upon request. The EASYTap can be used universally in synchro and compensating chucks or collets and is compatible with oil, emulsion and MQL (minimum quantity lubrication).
a blind hole application with a thread depth of 12 mm in martensitic steel, the tap achieved a tool life of 26,500 threads.
More information www.lmt-tools.com