In a machine shop, few things are more valuable than preventative maintenance for a bandsaw. However, bandsaws are often considered “support equipment” and manufacturing plants tend to neglect their maintenance. This is a mistake, reports bandsaw manufacturer Sthemma – which manufacturers the established Thomas range – as regular maintenance not only lowers operating costs but also increases productivity and reduces the frustrations associated with breakdowns.
Every saw in the workshop should have a maintenance schedule. This schedule should be written on a whiteboard near the machine, with spaces to record the date and type of work performed. Inspections and maintenance generally take no more than half an hour, but this small investment of time will pay off with a longer lifespan for the machine and blade.
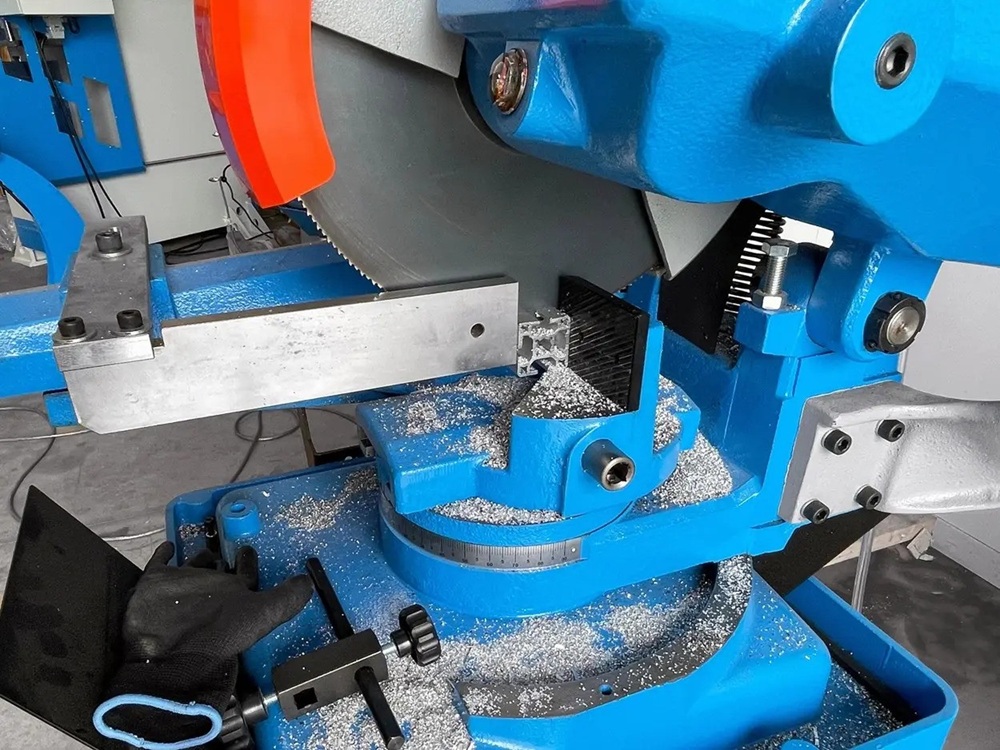
Manufacturers should regularly check the working parts of the bandsaw. Making the right adjustments will ensure an accurate cut and prevent any damage to the machine. This activity includes checking the belt wheels, blade tension, blade guides and wheel bearings.
Plants should also clean splinters from the clamp jaws regularly, especially after each saw use. Twice a year, check the jaws for wear and, if necessary, repair or replace them. A worn jaw compromises the alignment and accuracy of the cut.
If the saw uses a hydraulic system for power and clamping, manufacturers should check the oil level regularly. Low levels can cause air to enter the lines, compromising the entire system. Factories should also keep the bandsaw’s coolant tank full and cool, and visually inspect bearings and seals every six months, looking for oil leaks or damaged components.
More information www.sthemma.com