Mills CNC, the exclusive distributor of DN Solutions (formerly Doosan) and Zayer machine tools in the UK and Ireland, has introduced a new simultaneous five-axis machining centre.The DN Solutions DVF 4000 is the latest addition to the company’s best-selling DVF-series of five-axis machining centres and, with its compact size and technical specification, targets component manufacturers looking to improve their productivity and process efficiencies.
The DVF 4000 is powerful, fast, flexible and reliable, reports Mills CNC. It is suitable for processing parts that require multiple machining operations,reducing the number of set-ups required to produce such components to completion.The machine comes with a 12,000rpm (BT 40) directly-coupled spindle as standard, powered by an 18.5kW motor that generates 118Nm of torque. AFANUC 31i-Plus control enables machine shops to use the DVF 4000 in full simultaneous five-axis machining mode with advanced contouring capabilities.
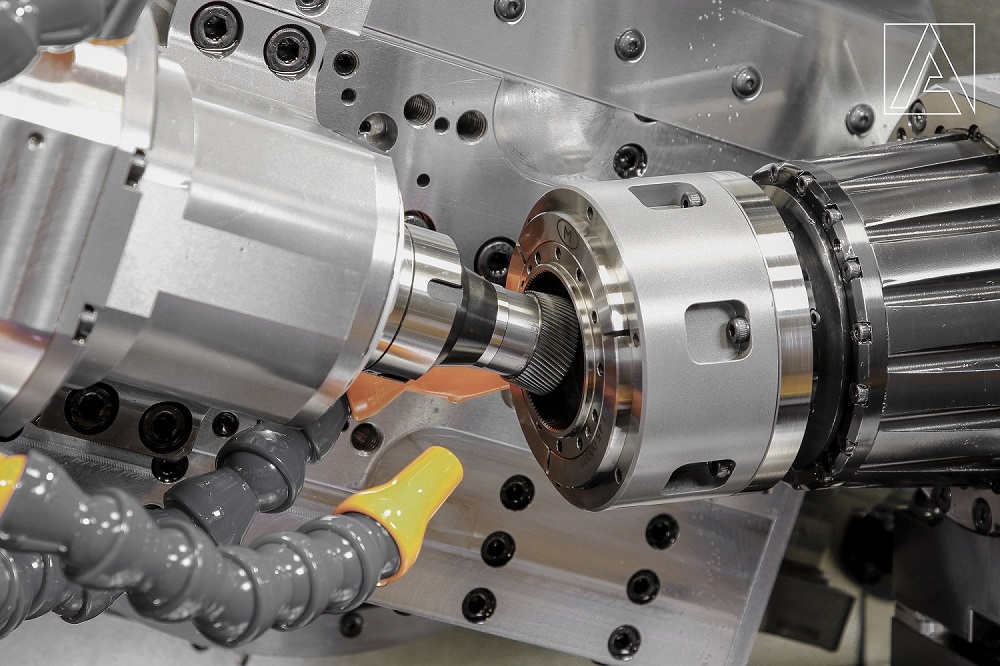
Notably, the DVF 4000 is equipped with a 400mm diameter, integrated rotary tilting table with a zero-backlash roller gear cam design that delivers improved speed and reliability.
Productivity and process efficiencies are further realised with the machine’s 60-tool, servo-driven automatic tool changer and an integrated thermal compensation system, comprising six sensors strategically located within the machine that combat thermal drift issues in real time.
Roller LM guideways deliver improved speed and rigidity, while linear scales on the machine’s X, Y, and Z axes, and rotary scales on its B and C axes, ensure accurate positioning and repeatability.
For further information www.millscnc.co.uk