New software from NUM provides manufacturers of CNC cylindrical grinding machines with a means of adding non-circular grinding capabilities to their products, without incurring significant development time and cost.

Non-circular grinding is used in a variety of automated manufacturing applications, such as the production of camshafts, crankshafts, cams and eccentric shafts. However, the process is extremely complex because the non-circular contour leads to constantly changing engagement and movement conditions between the grinding wheel and the workpiece.
NUM has now added non-circular grinding functionality to its NUMgrind cylindrical grinding software, which forms an application-specific element of the company’s Flexium+ CNC platform. The new function is fully compatible with other Flexium software, from release 4.1.20.00 onwards.
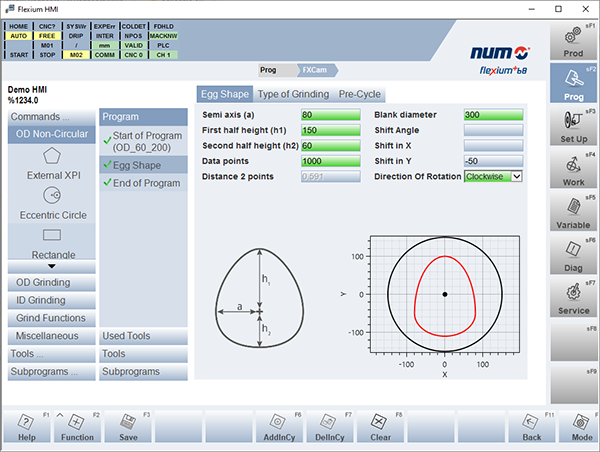
NUMgrind is specifically designed to simplify the creation of G-code programs for CNC grinding machines through the use of an intuitive graphical HMI, conversational-style ‘fill in the blanks’ type dialogues, or a combination of the two.
Unlike conventional CADCAM workstation tools for generating CNC machine-tool programs, NUMgrind is intended for use in the production environment. The software enables shop-floor personnel to handle every-day machining tasks quickly and efficiently – and the work can be easily shared among several employees and machines.
Operators simply determine the sequence of the grinding process via the HMI and enter the necessary data for the grinding operations, grinding wheels and dressing in the dialogue pages. Programming is further simplified by the fact that the HMI is supported by a library of predefined shapes, which includes eccentric circles, hexagons, pentagons, polygons, Reuleaux triangles and rhombi. A CNC program is then created completely automatically and stored in an executable form.
For further information www.num.com