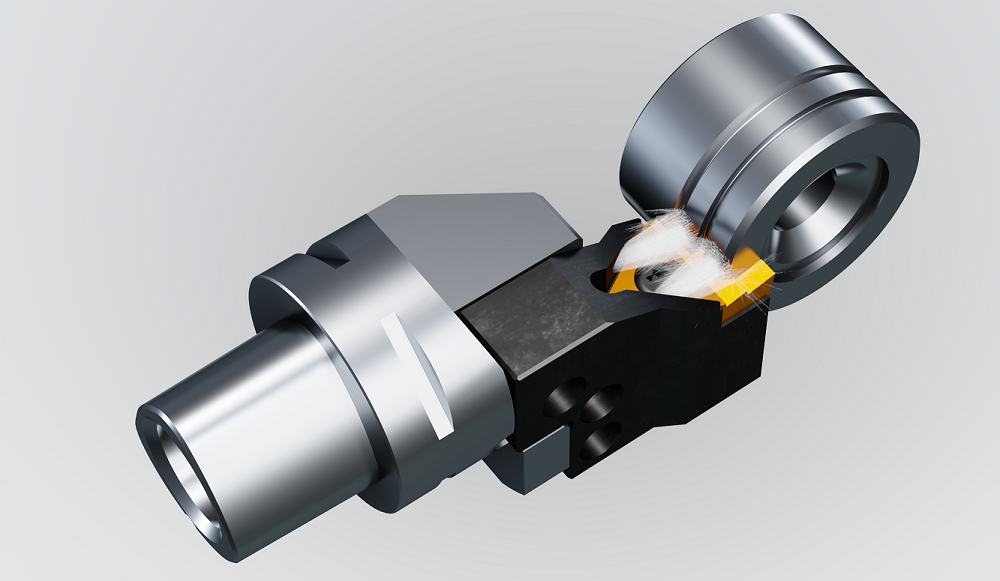
Now available from Floyd Automatic Tooling is the flexible new MSIK modular tooling system from Schwanog for external and axial grooving operations. Unlike rival systems, Floyd Automatic says the new MSIK system enables the delivery of coolant straight to the cutting edge, thus enhancing tool life, surface finishes and swarf evacuation.
With the Schwanog MSIK modular system, the dual-coolant channels supply fluid internally to the cutting edge from two directions via the tool base body and cartridge. This capability eliminates the need for external coolant lines that can disrupt operations and often fail to deliver fluid to the cutting edge when undertaking intricate machining within a compact work envelope.
MSIK exchangeable tool holdersare completely modular to demonstrate high levels of flexibility for the end user. The tool base body is adaptable with different standardised cartridges for grooving. Securing the cartridges to the tool body is an interface that bolts cartridges to the side of the base body, ensuring a stable and secure connection.
Cartridges from Schwanog’s WEP and PWP cartridge systems are interchangeable with the MSIK system. For both the WEP and PWP cartridge systems, the range of indexable inserts is extremely diverse with dimensions, geometries and grades to cater for all applications. Furthermore, as specialists in small part turning, grooving and parting, it is possible to grind inserts to forms in accordance with customer drawings.
The tool base body is available in a range of sizes and types to suit all turning centre tool-holding set-ups. The system comes in polygonal Capto in sizes: C3, C4, C5 and C6 with or without serration; HSK-T63; and in the TS system configuration to TS40, TS50 and TS60.
For further information www.floyd-automatic.co.uk