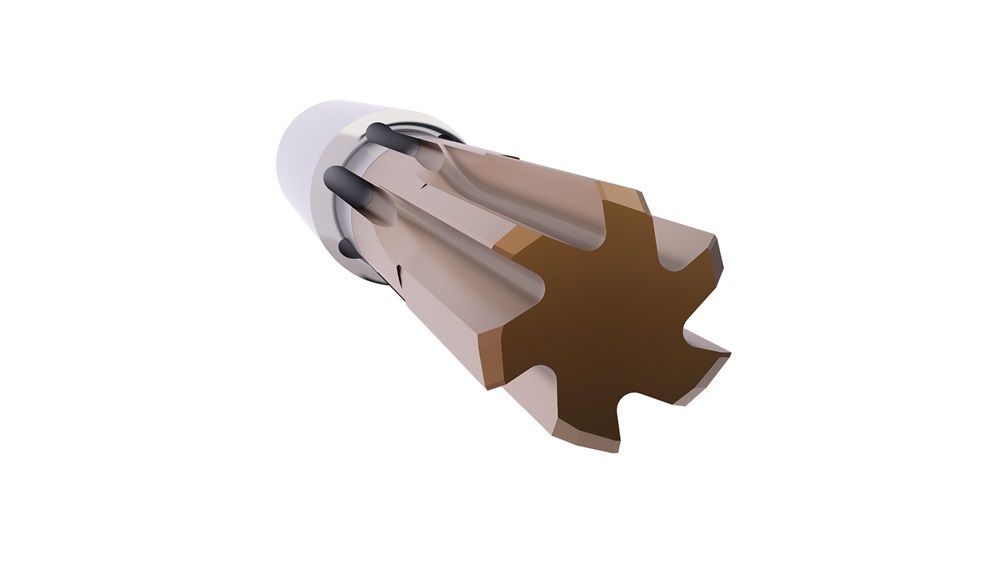
Mapal says that its new NeoMill-Alu-QBig indexable insert milling cutter stands for top performance in the high-volume milling of aluminium. The tool manufacturer thus offers an economical solution for use on high-performance machines, such as those found primarily in the aerospace industry.
With its NeoMill-Alu-QBig solid-carbide roughing cutter for aluminium, Mapal says that machine shops can achieve a material removal rate of more than 18 l/min on high-performance machine tools. At the same time, it is of course also possible to use the high-volume milling cutter on less powerful machines. The tool manufacturer is thus taking into account the fact that aircraft parts often see manufacture on machines with spindle outputs between 40 and 80 kW, for which there was previously no suitable milling cutter in the company’s portfolio.
In order to maximise the material removal rate, Mapal designed the new aluminium volume milling cutter for use at spindle speeds of up to 35,000 rpm (with a diameter of 50 mm). For a tight fit, despite high centrifugal forces, screws with high tensile strength hold the indexable inserts firmly in the prismatic seat. In addition, countersinks on the indexable insert ensure weight savings. The tool body features a fine balancing system. Four threaded bores enable precise adjustment in order to protect the machine spindle at high speeds and achieve the smoothest possible surface finishes.
In addition, Mapal placed focus on low cutting forces and highly precise indexable inserts. High chip volumes with very high achievable surface finishes of Ra 0.8 µm and Rz 4.0 µm for rough and fine machining are thus achievable with the tool.
More information www.mapal.com