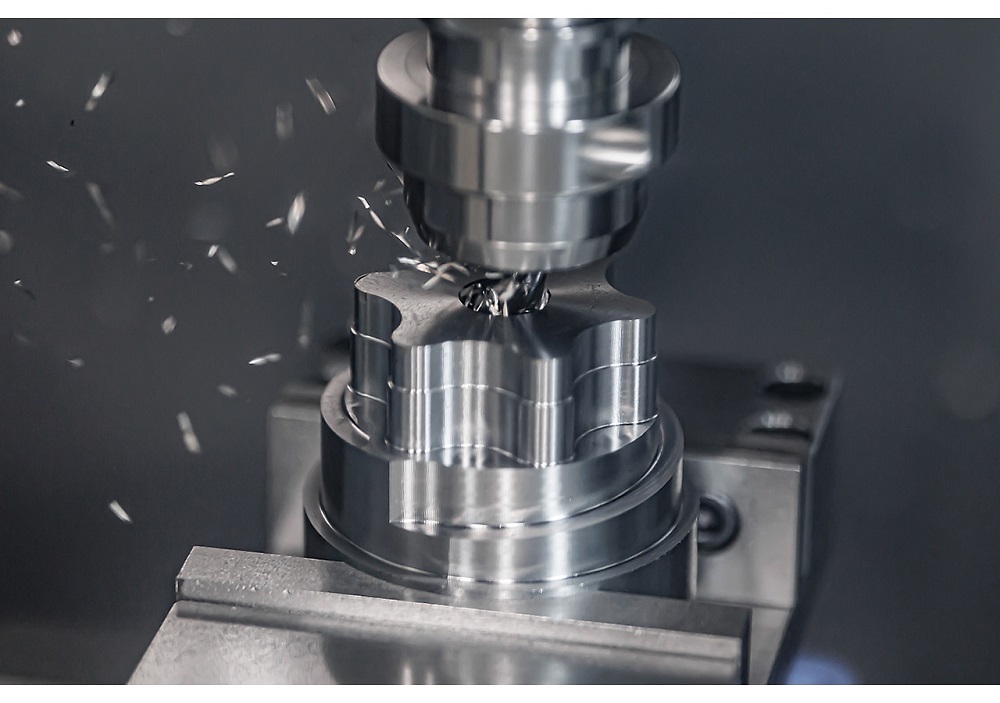
A challenging project with Swedish truck manufacturer Scania brought out the best in Seco’s R&D team, which found a way to extend the life of one tool by a factor of 20 when using it to cut a new type of cast iron for engines.
“The background was this new form of cast iron, which offers many advantages: it’s more environmentally friendly and stronger, which means Scania can make the engine walls thinner and lighter,” explains Stefan Frejd, R&D specialist – drilling at Seco says. “The problem that Scania wanted to explore was the fact that this material increased wear on the production tools, shortening their life.”
A project group took shape, the work of which paid off almost immediately.
“We got together with Scania’s engineers and discussed some of the problems and applications, and came back with new tools ready for testing,” saysFrejd. “The first drilling tool we tested turned out to have a tool life of more than 20 times the existing one, so that was a huge improvement.”
Other test tools managed to outlast their predecessors by a factor of seven, which represented a huge breakthrough.
For Frejdand his team, the learnings and discoveries came about due to the close working relationship with the customer and a strong desire to understand and find a solution to issues.
“The most important thing for us in R&D is the ability to co-operate with production engineers in different companies.As with Scania there are always problems that require solving, but when we come together, we often find we can do so quite quickly.”
For further information www.secotools.com