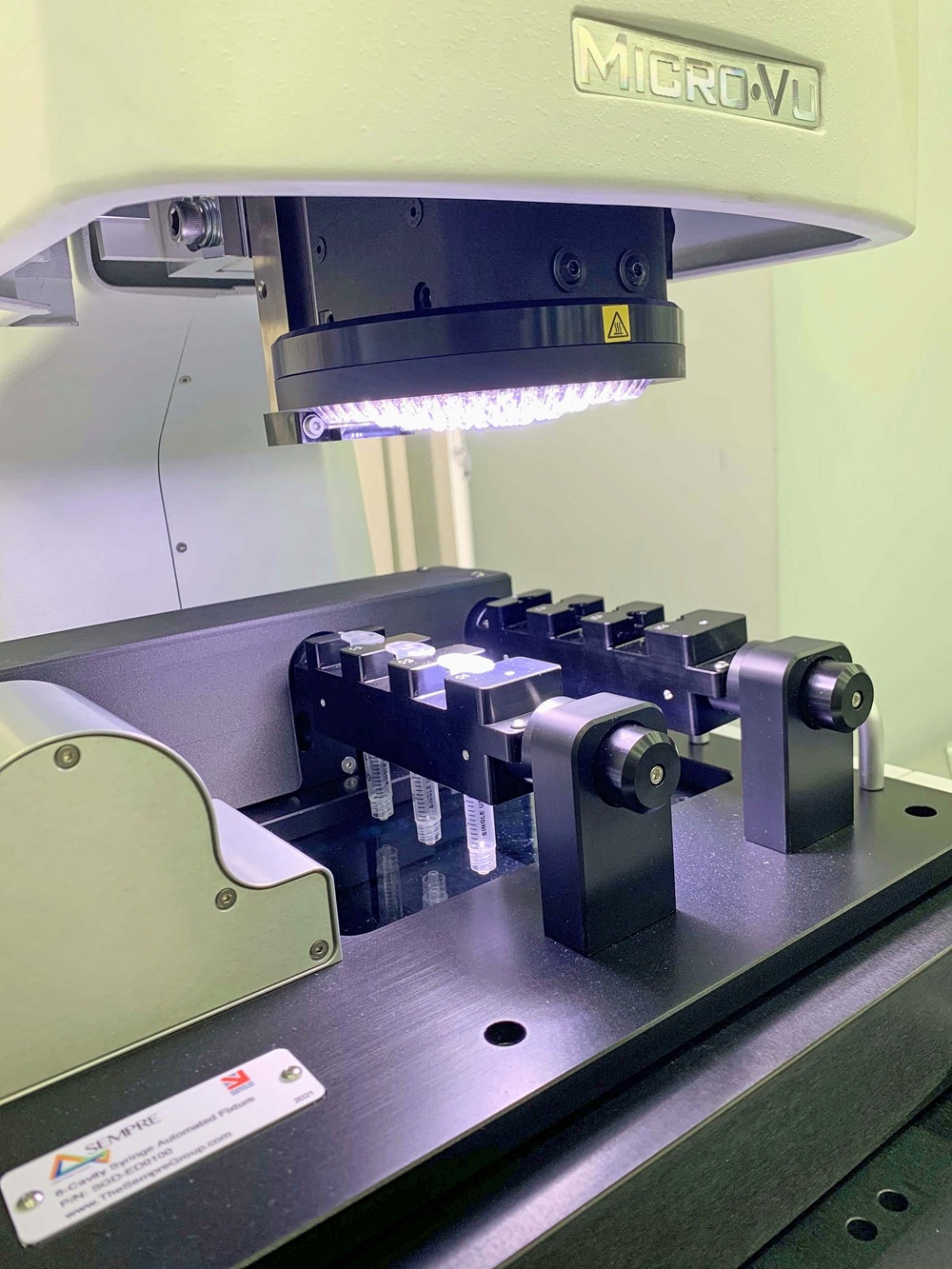
High-quality fixturing of components under test is a crucial prerequisite to ensuring Sempre Group customers achieve traceable, reproducible and repeatable measurements on the shop floor. To meet the increasing demand for these fixtures from its user base, the metrology specialist made a strategic investment in a Hurco VM10i vertical machining centre, a move that would allow it to design, manufacture, build and test them internally, rather than outsourcing.
Mike John, head of technical delivery at Sempre, says: “The decision was driven by a desire to ensure faster component production and greater flexibility, subsequently addressing the challenges our customers face more effectively. After evaluating several machine tool providers, the Hurco VM10i emerged as the ideal production platform, due partly to the suitability of its working volume, which accommodates 90% of the fixturing components we make. The VMC’s speeds and feeds are appropriate for the materials we primarily machine, namely aluminium, stainless steel and engineering plastics, added to which the price of the machine was competitive.”
The integration of the VMC at Sempre’s Gloucester facility has already yielded tangible benefits. Response times have improved and the quality of manufactured components has increased now that production is handled in-house. The ability to prototype and develop new fixturing solutions rapidly enables faster iteration and testing of complex assemblies, shortening delivery timescales and often enabling the completion of projects ahead of schedule.
Looking ahead, having the Hurco VM10i positions Sempre to support its customers more quickly and efficiently with turnkey solutions, including smart fixtures and other products.
More information www.hurco.co.uk